膜式水冷壁焊接工艺
循环流化床锅炉是目前新兴的电站锅炉,用以代替煤粉锅炉,广泛用于中小型电站。具有节省能源,污染少,成本低,可燃烧多煤种,特别是劣质煤等优点,目前正大力提倡用以替代煤粉锅炉。但由于水冷壁采用的是膜式水冷壁,成排管在地面组对时增加了不少困难,空间位置为水平固定加障碍,焊接工艺有较大的变化。现就YG75/3.82-M1型锅炉膜式水冷壁焊接工艺探讨如下。
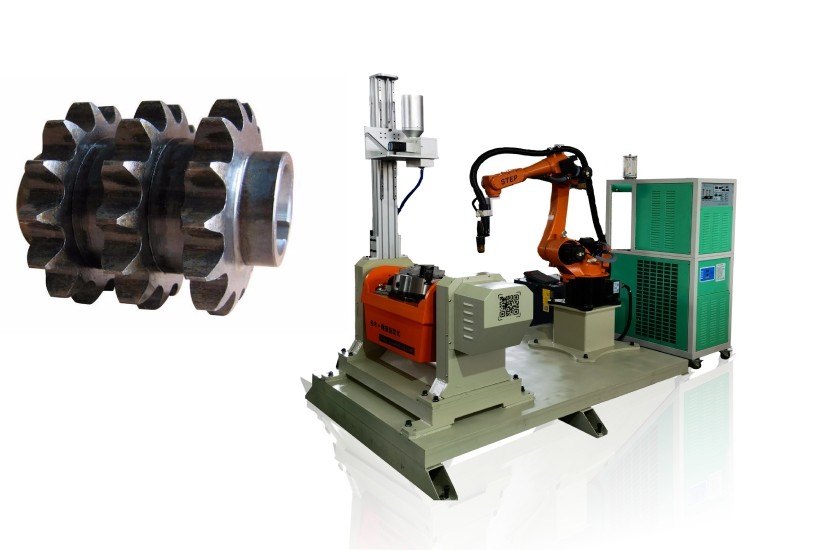
使用产品
水冷壁堆焊方案
机床型号:
产品描述:
焊接工艺
1.焊接方法
采用手工钨极氩弧焊打底,手工电弧焊盖面。管材材质为20g,规格为ф60*5mm,管子间距为20mm。焊丝采用TIG-J50,焊条采用J422,规格都为ф2.5mm,氩气纯度不低于99.95%,焊机采用GS-400SS硅整流焊机...
数控堆焊机床特点:
产品描述
焊接工艺
1.焊接方法
采用手工钨极氩弧焊打底,手工电弧焊盖面。管材材质为20g,规格为ф60*5mm,管子间距为20mm。焊丝采用TIG-J50,焊条采用J422,规格都为ф2.5mm,氩气纯度不低于99.95%,焊机采用GS-400SS硅整流焊机。
2.焊接准备
1)清除油、锈、漆和氧化皮,坡口内外两侧10-15mm内修磨出金属光泽,单边坡口30-35度。
2)氩弧焊现场必须有可靠的防风措施,同时管子两端用管塞堵住,防止穿堂风,以免影响氩气保护效果。
3)按图纸建议,焊缝间隙为1mm,考虑实际效果需要,间隙为2-3mm,且下部可大些,上部可小些。定位焊位置为上下各一点,长度为20mm。
3.焊接参数
主要焊接参数:焊丝直径ф2.5mm,焊接电流75-85A,电弧电压20-24V,气体流量6-8L/min,直流电源,电极接正极,Ce-20钨极,喷嘴直径10mm,钨极伸出长度6-8mm。焊条直径ф2.5mm,电流75-85A。
上海多木实业有限公司是一家专业从事电源开发的高科技产业,其中焊接电源是我的重点项目, 开发的系列焊机已达到或超过国际先进水平,深受客户的认可,拥有广泛的客户群和知名度。产品专业用于精密零件、薄板等的焊接,阀门、轧辊、截齿等的堆焊,模具、机械轴类的焊补等,已广泛应用于电子电器、煤炭矿山机械、航空航天等诸多领域。