DML-V03CD堆焊系统是我公司自主研发的拥有完全自主知识产权的金属表面改性设备,该堆焊工艺是提高金属表面耐磨性、耐腐蚀性和耐冲击等性能的有效技术方法之一。

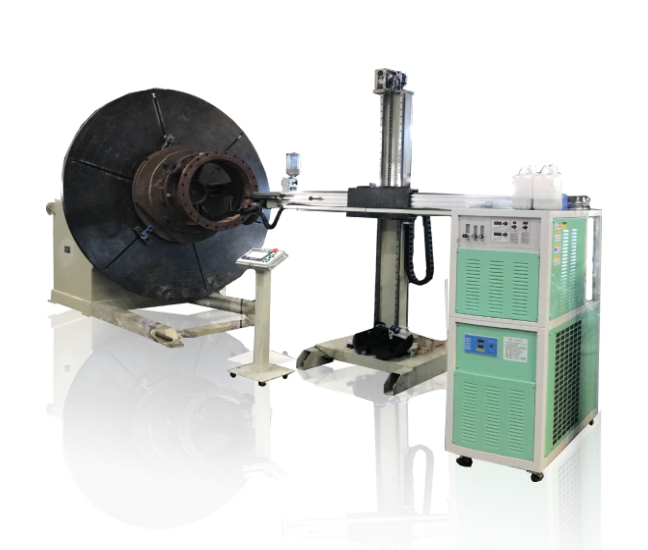
等离子粉末堆焊机介绍
DML-V03CD堆焊系统是我公司自主研发的拥有完全自主知识产权的金属表面改性设备,该堆焊工艺是提高金属表面耐磨性、耐腐蚀性和耐冲击等性能的有效技术方法之一。
DML-V03CD工作原理:等离子粉末堆焊是以等离子弧作为热源,应用等离子弧产生的高温将合金粉末与基体表面迅速加热并一起熔化、混合、扩散、凝固,等离子束离开后自激冷却,形成一层高性能的合金层,从而实现零件表面的强化与硬化的堆焊工艺,由于等离子弧具有电弧温度高、传热率大、稳定性好,熔深可控性强,通过调节相关的堆焊参数,可对堆焊层的厚度、宽度、硬度在一定范围内自由调整。等离子粉末堆焊后基体材料和堆焊材料之间形成融合界面,结合强度高;堆焊层组织致密,耐蚀及耐磨性好;基体材料与堆焊材料的稀释减少,材料特性变化小;利用粉末作为堆焊材料可提高合金设计的选择性,特别是能够顺利堆焊难熔材料,提高工件的耐磨、耐高温、耐腐蚀性。
DML-V03CD技术优势:
1、堆焊熔覆合金层与工件基体呈冶金结合,结合强度高;
2、堆焊熔覆速度快,低稀释率;等离子弧堆焊的稀释率可控制在5%一10%,或更低。
3、堆焊层组织致密,成型美观;堆焊过程易实现机械化、自动化;
4、可在锈蚀及油污的金属零件表面不经复杂的前处理工艺,直接进行等离子堆焊;
5、与其他等离子喷焊相比设备构造简单,节能易操作,维修维护容易;
6、等离子弧温度高、能量集中、稳定性好,在工件上引起的残余应力和变形小。
7、可控性好。可以通过改变功率、改变气体的种类、流量及喷嘴的结构尺寸来调节等离子弧的气氛、温度等电弧参数,从而实现高效自动化生产,提高劳动生产率。
8、使用材料范围广。堆焊合金粉末作为熔敷材料,不受铸造、轧制、拔丝等加工工艺的限制,可依据不同性能要求配置不同成分的合金粉末,特别适用于那些难于制丝但是易于制粉的硬质耐磨合金,以获得所需性能的堆焊层。
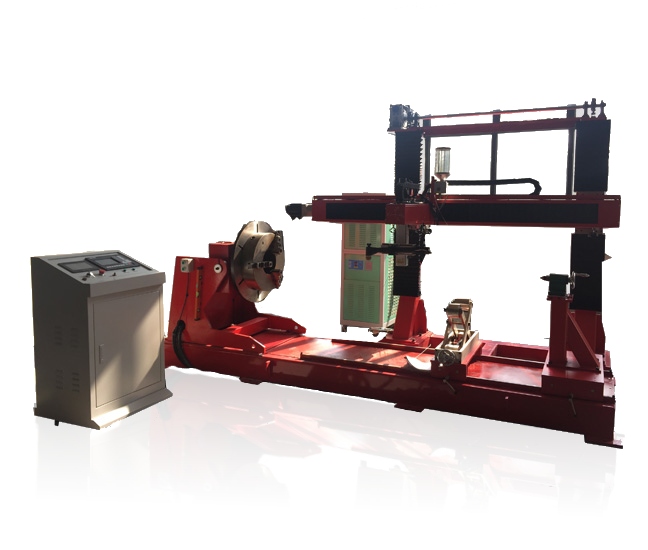
多木等离子堆焊机与市场等离子堆焊机的区别————
电源方面:市场上目前的等离子粉末堆焊机大多以大功率为主,其一定程度上是因为等离子电源问题,大功率等离子堆焊机目前构造都是以两台大小功率氩弧焊为主,小功率氩弧焊引导维弧,大功率氩弧焊引导主弧。维弧电压过高达不到等离子国际标准、微弧不稳定等原因,多木等离子堆焊机正是克服以上问题,采用纯等离子电源系统体积小重量轻适合在任何场合工作。
等离子堆焊枪方面:市场上目前的等离子堆焊枪大多都是外置送粉系统,焊枪把手还采用普通材料制作而成,这样在使用过程中很容易出现堵粉或者漏电等现象,严重影响正常生产需要及使用者的人生安全。多木等离子堆焊枪采用内置送粉系统,焊枪把手采用聚乙烯绝缘材料制造而成,从而克服了种种问题。焊枪的承载电流不够不能配合机器达到满负荷。
送粉器方面:市场上目前的等离子堆焊机采用的都是刮板式送粉,这种送粉方式长时间送粉易出现送粉不均,堵粉等现象进而影响正常生产需要。多木等离子堆焊机采用目前的叶轮式送粉,可以准确的控制送粉的大小与快慢进而克服了以上的种种问题。
| 名称 | 纯正等离子粉末堆焊机 | |||
| 型号 | DML-V03CD | |||
| 类别 | 组件 | 结构参数 | 数据 | |
|
堆 焊 电 源 |
高 度 集 成 一 体 机 |
额定电压V | AC380 50HZ | |
| 额定输入功率KW | 25KW | |||
| 功能选择 | 连续焊 | 脉冲焊 | ||
| 维弧电流(A) | 3-20 | 3-20 | ||
| 焊接电流(A) | 3-500 | 3-500 | ||
| 基值电流(A) | 3-500 | 3-500 | ||
| 电流上升时间(S) | 0-5.0 | 0-5.0 | ||
| 电流下降时间(S) | 0-5.0 | 0-5.0 | ||
| 脉冲焊接时间(MS) | 1-999 | |||
| 焊接间隔时间(MS) | 10-990 | |||
| 提前送粉时间(S) | 0-5 | |||
| 滞后送粉时间(S) | 0-5 | |||
| 气体保护时间(S) | 1-20 | |||
| 负载持续率(%) | 90 | |||
| 重量KG | 161 | |||
| 外形尺寸 | 800*500*1558 | |||
|
冷 却 系 统 |
空 调 式 制 冷 |
功率(W) | 2000 | R22制冷剂 |
| 压缩机功率(HP) | 1/2 | 松下 | ||
| 额定排风量m³/h | 600 | |||
| 额定排热量(W) | 2200 | |||
| 风扇额定功率(W) | 36 | 德国EBM | ||
| 内机储水量L | 8.5 | 304不锈钢 | ||
| 水泵功率(W) | 90 | 南方特种泵 | ||
| 额定扬程(M) | 21 | |||
| 额定流量m³/h | 1.1 | |||
| 正面整机噪音dba | 52 | 加厚钢板烤漆 | ||
|
堆 焊 枪 |
一 体 式 压 铸 |
喷粉形式 | 双孔锥度对称送粉 | |
| 适用电流(A) | 5-300 | |||
| 适用于粉末(目) | 100-270 | |||
| 可持续工作时间(h) | >20 | |||
| 焊把线长度(M) | 8 | |||
| 水冷方式 | 枪嘴直冷 | |||
|
送粉器 |
送粉形式 | 叶轮精准送粉 | ||
| 控制方式 | 电机直接驱动 | |||
| 储存量(KG) |
8 |
|||
等离子堆焊 无需专业焊工可自动化节约成本 采用堆焊方法将高合金粉末材料堆焊在普通材料上,以提高材料耐磨损,耐腐蚀及高温性能,延长使用寿命,同时节省贵重材料,降低产品的成本。...
在阀门密封面制造上采用 粉末堆焊机 代替手工电弧堆焊(或手工火焰堆焊),最能充分发挥粉末堆焊机的特点,而显现出独特的优越性。这是因为阀门密封面是阀门的心脏,阀门密封面的制...
等离子堆焊 工件时先细心掌握板材的材质和存不存在裂痕等隐性要素,打磨后无裂纹后方可进行喷焊,不然在喷焊后裂痕会顺着堆焊层拓宽,造成喷焊失效。 等离子堆焊过程的电流调节...
等离子喷焊 机操作流程: 1、准备 插电以前依据等离子喷焊标准联接好喷焊控制电路,查验气路、供电设备。查验喷焊喷枪各零件是否安装适合,尤其要查钨极和喷头的烧蚀情况,及其...