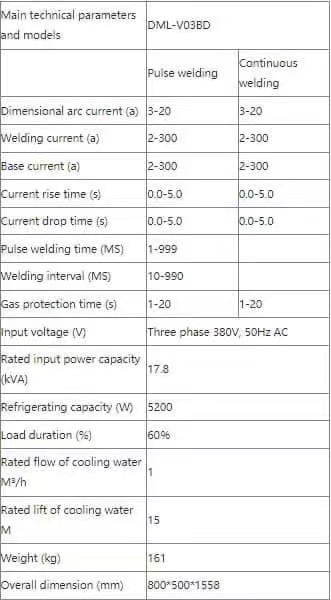
Details of some product parameters of Duomu
What is surfacing
Welding to increase or restore the size of the weldment, or to obtain a deposited metal with special properties on the surface of the weldment is called surfacing. In order to achieve different purposes, surfacing welding can be divided into the following four types:
⑴ Cladding surfacing welding When the surface of the weldment is in contact with the corrosive medium, in order to make the surface corrosion resistant, a certain thickness of filler metal layer is surfacing on the carbon steel or alloy steel base material.
⑵ Wear-resistant surfacing is a surfacing layer used to reduce abrasive wear, impact, corrosion, and cavitation on the surface of the weldment.
(3) Thickening surfacing is to add weld metal to the surface of the weldment, the edge of the joint or the previously deposited metal to restore the required size
⑷Insulation layer welding dissimilar materials or materials with special requirements, in order to ensure the quality and performance of the joint, a metal layer of a certain composition deposited on the surface of the base material (or groove surface) in advance is called the isolation layer. The process of depositing the isolation layer is called isolation layer surfacing.
Process requirements for surfacing
The characteristic of surfacing welding is that it does not connect two separate parts together, but only welds a layer of deposited metal on the surface of the weldment. Therefore, its process requirements are:
⑴Prevent cracks in the surfacing layer and peeling. The weld metal after surfacing has high hardness and low plasticity. Especially when the composition of the surfacing metal is quite different from the composition of the basic metal, the linear expansion coefficient of the metal is relatively large, causing considerable The internal stress makes the surfacing layer metal easy to produce surfacing layer cracks and peeling (the surfacing layer metal peels off from the substrate) during the cooling process after the surfacing welding. The main method of prevention is to try to reduce the welding stress during surfacing. The specific measures are: overall preheating or reasonable partial preheating of the weldment, or surfacing with isolation layer, that is, first use good plasticity and low strength. High normal electrode or stainless steel electrode is used for bottom welding to isolate the surfacing layer from the base metal.
(2) Prevent the hardness of the surfacing layer from not meeting the requirements. The hardness of the surfacing layer depends on the alloy composition of the surfacing layer, and the alloy composition comes from the welding material (electrode, welding wire, flux) rather than the base material. Therefore, when surfacing welding, it is hoped that the penetration depth is shallow and the fusion ratio is small, so high current is not suitable. Due to the dilution of the base metal to the weld metal, the hardness of the first layer is often low when surfacing, and the hardness of the remaining layers gradually increases. Generally, the hardness basically does not change after the third layer.
⑶Preventing the deformation of surfacing parts When surfacing welding on the surface of slender shafts and cylindrical parts with large diameters and small wall thicknesses, it is necessary to consider preventing post-welding deformation.
What are the commonly used surfacing methods? What are the characteristics of each?
Almost any welding method can be used for surfacing. Oxyacetylene surfacing: low flame temperature, low heat concentration, especially high requirements for people, low efficiency. Manual arc surfacing: The penetration is large, and the dilution rate is 10% to 20%. The surfacing is carried out under the direct observation and manipulation of the welder. It is not limited by the welding position and the surface shape of the workpiece, but it has higher requirements for the welder's operating technology.
Plasma arc surfacing (powder): 1. Fast surfacing cladding and low dilution rate; the dilution rate of powder plasma arc surfacing can be controlled at 5%-15% or lower. 2. The metal structure of the surfacing layer has good compactness and beautiful appearance; the surfacing process is easy to realize efficient and automated production, which improves labor productivity and reduces labor intensity. 3. It can directly carry out powder plasma arc surfacing welding on the surface of rusty and oily metal parts without complicated pre-treatment processes, and there will be no bubbles on the surface due to unclean surface treatment. 4. Compared with other powder plasma spray welding, the equipment has convenient structure, low consumption, high efficiency, practicality, easy operation, convenient maintenance and small area. 5. The plasma arc has the characteristics of high temperature, concentrated energy, good process stability, small interference from external factors, residual stress on the workpiece and small tension deformation of the metal quality of the base material. 6. The welding process has good controllability. The surfacing effect can be controlled by adjusting the current, gas flow, powder feeding speed, surfacing welding speed and plasma arc swing amplitude, so as to obtain an excellent high-quality and beautiful alloy metal cladding layer.