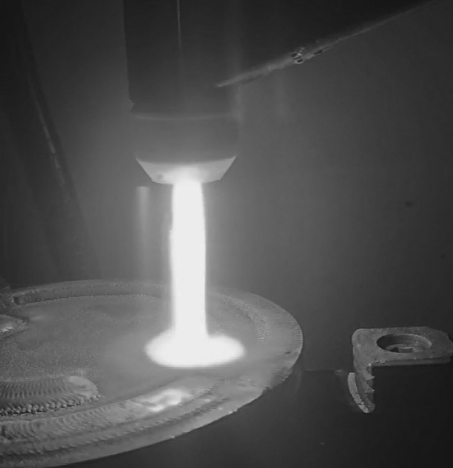
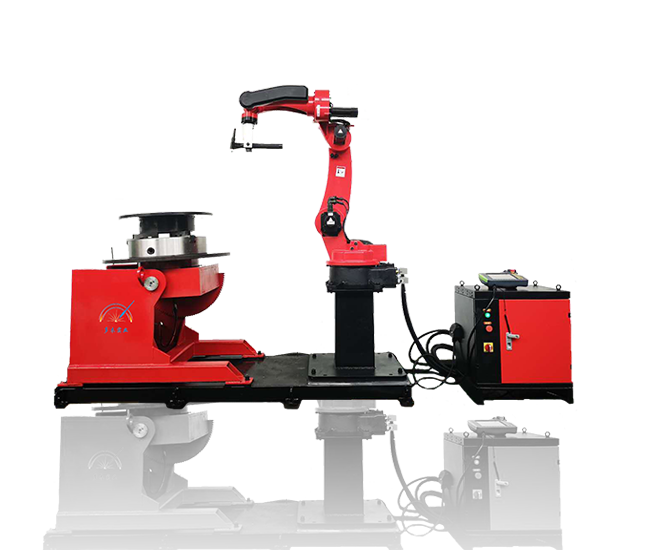
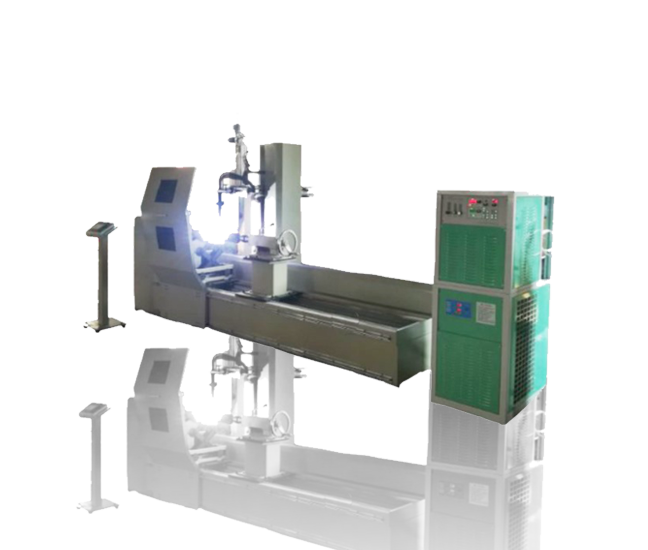
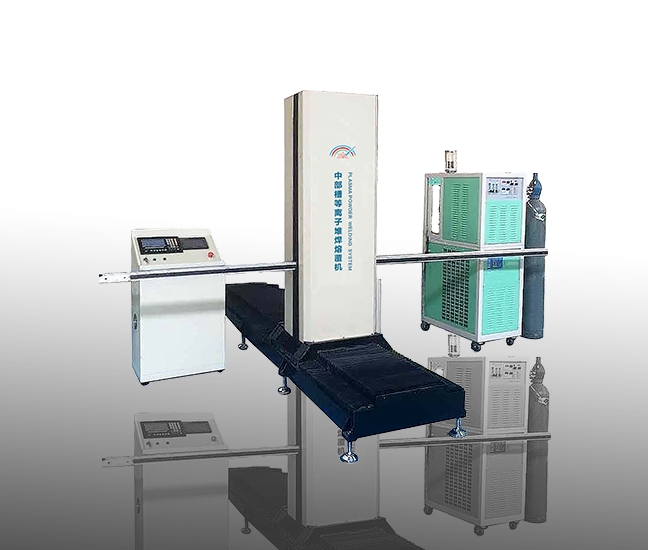
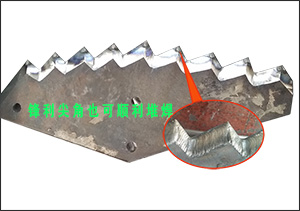
DML-V02BD粉末堆焊设备是我公司自主研发的拥有完全自主知识产权的金属表面改性设备,该堆焊工艺是提高金属表面耐磨性、耐腐蚀性和耐冲击等性能的有效技术方法之一。

| 主要技术参数型号 | DML-V02BD | |||||
| 离子焊 | 氩焊 | |||||
| 连续焊 | 脉冲焊 | 连续焊 | 脉冲焊 | 精密脉冲焊 | ||
| 维弧电流 (A) | 3-10 | |||||
| 焊接电流 (A) | 2-125 | 2-125 | 2-200 | 2-200 | ||
| 基值电流 (A) | 2-125 | 2-125 | ||||
| 电流上升时间 (s) | 0-5.0 | 0-5.0 | ||||
| 电流下降时间 (s) | 0-5.0 | 0-5.0 | ||||
| 脉冲焊接时间(ms) | 1-999 | 1-999 | 1-999 | |||
| 焊接间隔时间(ms) | 10-990 | 10-999 | FFF | |||
| 提前送粉时间(s) | 0-5 | |||||
| 滞后送粉时间(s) | 0-5 | |||||
| 气体保护时间(s) | 1-20 | 1-20 | ||||
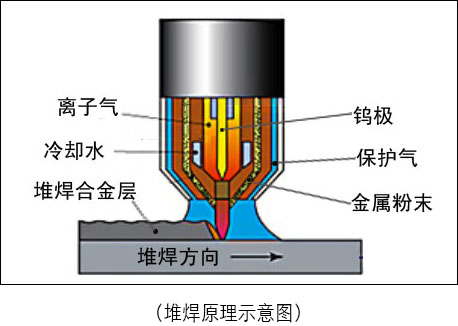
| 离子气(L/min) | 0.25-2.5 | |||||
| 送粉气(L/min) | 0.25-2.5 | |||||
| 保护气(L/min) | 1-25 | |||||
| 输入电压 (V) | AC220V,50HZ | |||||
| 额定输入电源容量 (KVA) | 6 | |||||
| 负载持续率 (%) | 60% | |||||
| 重量(KG) | 46 | |||||
| 电源外形尺寸 (mm) | 560*400*430 | |||||
| 型号 | CT-20(B) | |||||
| 额定功率(W) | 140 | |||||
| 额定压力(Mpa) | 0.45 | |||||
| 最大流量(L/min) | 5.3 | |||||
| 最大容量(L) | 20 | |||||
| 额定流量(L/min) | 3 | |||||
| 水箱外形尺寸(mm) | 720*420*560 | |||||