
| 型号 | DPT10016-HQ | |||
| 主弧 | 水电一体 | 冷却 | 主弧维弧循环冷却 | |
| 钨极-工件 | 负极-正极 | 离子气 | 0.3-3L/min | |
| 钨针型号 | 2.4 | 保护气 | 5-25L/min | |
| 电弧电压 | 90V | 喷嘴冷却 | 直接水冷 | |
| 焊接电流 | 30-100A 100%暂载率 | 喷嘴孔径 | 2.4 | |
| 维弧 | 气电一体 | 电缆长度 | 标配4M (可定制) | |
| 钨极-喷嘴 | 负极-正极 | |||
| 维弧电流 | 3-20A 100% 暂载率 | |||
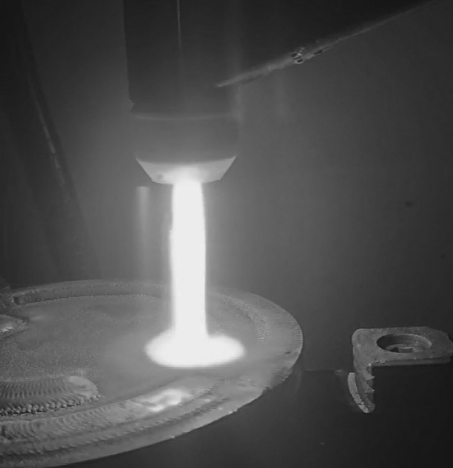
| 送粉类型 | 保护罩聚集型送粉 | |||
| 送粉量 | 最大50g/min | |||
| 送粉气 | 1.0-3.0L/min | |||
| 粉末类型 | 金属粉末 | |||
| 粉末颗粒 | 70-200um | |||
| 送粉气路 | 单气路进入 |