| 名称 | 硬度 | 典型用途 |
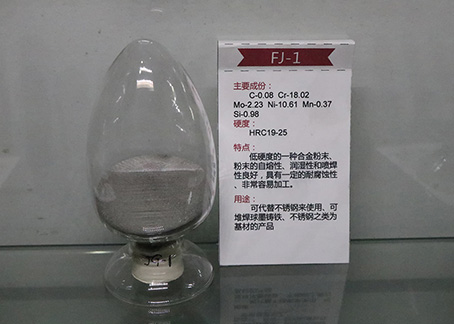
| 铁基粉末(含镍) | 19-26 | 轴承类、油缸、活塞 |
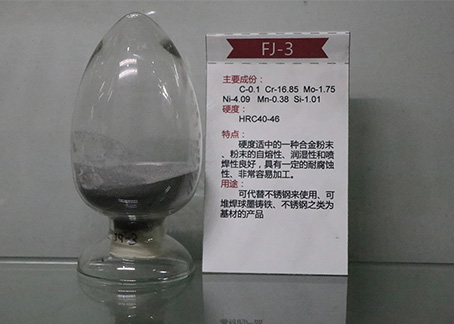
| 铁基粉末(含镍) | 40-46 | 液压杆、立柱、活塞、轴承类 |
| 铁基粉末(含镍) | 50-55 | 液压杆、立柱、活塞、轴承类 |
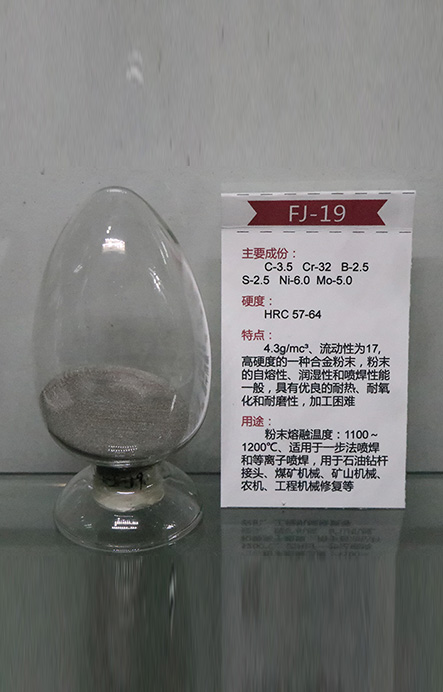
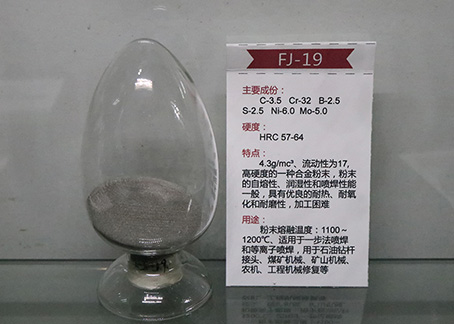
| 铁基粉末(含镍) | 55-62 | 中部槽、滑靴、滚筒、农机配件、矿山耐磨工件 |
| 铁基粉末 | 40-46 | 螺旋铰刀、矿山耐磨工件、钻杆 |
| 铁基碳化钨 | ≥60 | 螺旋铰刀、矿山耐磨工件、钻杆 |
| 铁基碳化钨 | ≥60 | 螺旋铰刀、矿山耐磨工件、钻杆 |
| 镍基 | 50-60 | 截齿、TC、轴承、螺杆、风机叶片、耐腐耐冲击工件 |
| 镍基碳化钨 | ≥60 | 截齿、TC、轴承、扶正器、钻具、粉碎截齿、TC、刀具、耐腐耐磨耐冲击工件 |
| 镍基碳化钨 | ≥60 | 轴承、扶正器、钻具、粉碎刀具、耐腐耐磨耐冲击工件 |
| 镍基碳化钨 | ≥60 | 截齿、TC、轴承、扶正器、钻具、粉碎刀具、耐腐耐磨耐冲击工件 |
| 球形粉末 | ≥60 | 截齿、TC、轴承、扶正器、钻具、粉碎刀具、耐腐耐磨耐冲击工件 |
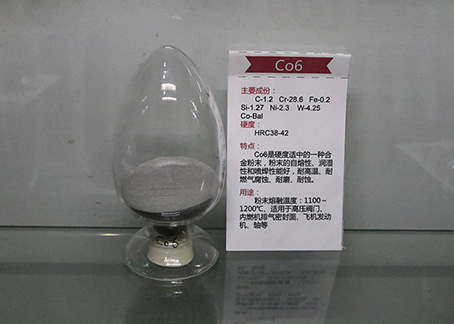
| 钴基粉末 | 37-42 | 阀门、气门、耐腐耐高温工件 |
| 钴基粉末 | 42-47 | 阀门、气门、耐腐耐高温工件 |
| 钴基粉末 | 43-55 | 阀门、气门、耐腐耐高温工件 |
| 镍基粉末 | 15 | 耐腐蚀工件 |
| 镍基粉末 | 30 | 耐腐蚀工件 |
| 镍基粉末 | 45 | 耐腐蚀工件 |