性能优点
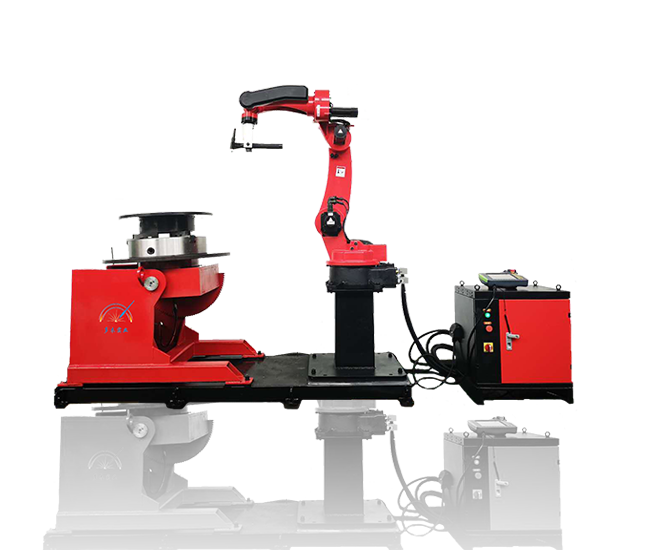
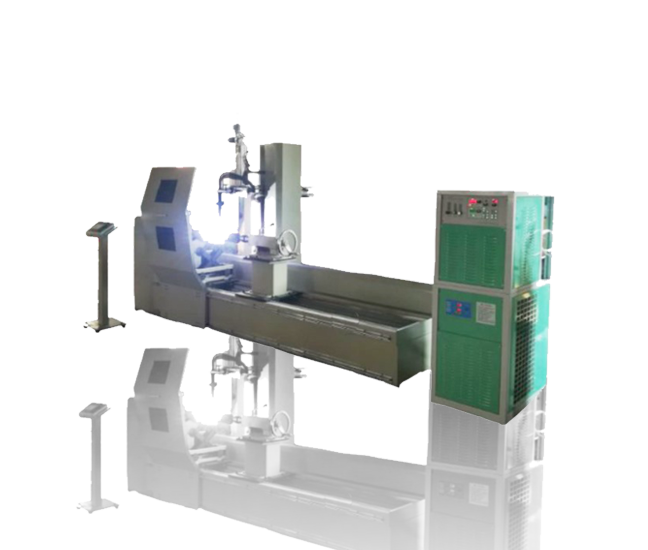
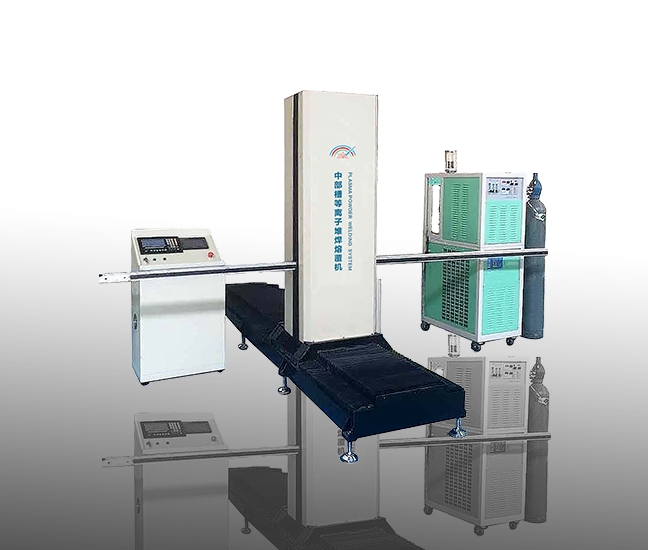
大功率等离子焊接机(DML-V03B)
功能配置:
1、连续脉冲焊
2、连续焊
焊机特点:
1、电源采用高速DSP芯片作为控制核心,焊接全过程采用波形控制,焊接过程稳定,电源动态品质优异。输出准确精确控制。
2、采用IGBT软开关技术,功率器件开关应力小、寿命长,电源高效节能、功率因数高。
3、电流输出稳定,调节范围宽,,电流可在2-300A任意调节。。
4、高电压设计,确保焊机起弧的流畅性。
5、高电压设计,确保电弧的挺度与电弧的长度。
6、起弧电流、基值电流可调。
7、小维弧电流,减小焊枪负荷,且维弧电流大小可调(2-20A)。
8、电流上升、下降时间可调,气体延时时间可调。
9、多组数据存储,存储方便,调用灵活,方便操作使用,降低对焊接技术工人的要求。
10、配备大功率制冷水箱,满足高温环境下长时间工作。
11、控制面板界面清晰,操作简便、直观。
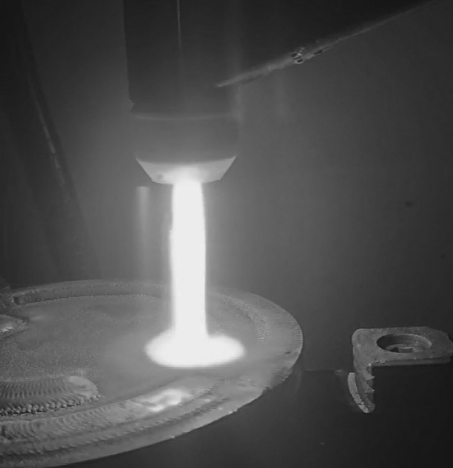
等离子焊的特点:
1) 电弧能量高,穿透力强。
2) 弧柱细长,薄的工件无需开坡口,缩短准备的时间。
3) 焊缝的质量对弧长的变化不敏感,这是由于等离子弧的形态接近圆柱形。发散角很小(约5度)且挺直性好,弧度变化时加热斑点的面积影响很小,因此容易获得均匀的焊缝状态。
4)速度快,是普通氩焊的3-5倍。
5)能量密度大,电弧方向性强,可以产生稳定的小孔效应,通过小孔的效应可以获得良好的单面焊双面成型。
6) 弧柱具有良好的可控性和调节性。
7) 卓越的重复生产性,电极缩在喷嘴内,不易污染和烧损,寿命长。
8)钨极缩在水冷喷嘴内部,不与工件接触,因此可以有效的避免焊缝金属的夹钨现象。另外电弧的搅动性好,熔池温度高,有利于熔池内气体的释放。
产品应用
适用于低碳钢、高低合金钢、不锈钢、钛合金、铜、镍及其合金的焊接,能满足精密焊接和化工、压力容器行业、航空航天、兵器工业优质高效焊接的需要。